A017-自动混胶机输胶管压力影响因素及其检控要点
一、输胶管的作用和要求
双组分自动混胶机是无溶剂复合成套设备的“心脏”,其作用是将两种组分(主剂(-NCO组分)与固化剂(-OH))的胶液分别进行加热保温、通过输胶管道按照需要的比例输送到静态混合管进行均匀混合,然后再提供给无溶剂复合主机的涂布单元使用。整个过程的一系列动作都是自动完成的。
只要复合生产过程是持续的,自动混胶机的上述工作过程也是持续重复进行的。
输胶管相对于复合主机类似于动脉血管之于人的身体。动脉与心室相连,把心脏里血液向全身各处输送。输胶管则是把混胶机里的胶液源源不断地输送到复合主机上。只不过增加了一个混合的环节。
混胶机在持续工作过程中要做到:输胶稳定,混配比精确可控。相应地,输胶管则要做到:顺畅、平稳、阀门开闭自如、出胶同步精准。输胶管的这些要求是混胶机正常工作的前提条件!

而要达到输胶管的这些要求,除了齿轮泵同步精确、管道加热保温、阀门正常外,管道的压力监测和控制是日常最重要的工作之一。
二、输胶管压力的主要影响因素
输胶管压力的影响因素有许多,至少有如下一些:
- 输胶管与齿轮泵的联接方式。
- 管道长度、管径大小和管材刚性。
- 混胶机摆放位置及由此导致的管道弯曲变形。
- 管道内胶黏剂粘度。
- 管道异常变形。
- 管道破损泄露。
- 管道上开闭阀门侧隙渗漏导致的动作不准确或失灵。
在上述因素中,第1和第2基本上是由设计因素决定的;第3到第7则更多是现场或操作变量,需要现场人员更经常关注和调整。
而在这五种情形中,第6和第7种情形通常令操作人员和生产管理人员更为头疼。
一类典型的事故是:在长期生产过程中,由于阀门侧隙的存在,NCO组分易吸收空气中的水分固化,粘度增加,而逐渐堵塞管道;由此管道堵塞会造成阀门开闭迟缓,造成同步不严格,局部胶液混合比例偏差;一旦混配比偏差超过极限,就会造成批量产品事故,后果不堪设想。由于这种现象的出现通常都是一个缓慢的过程,不用心很容易被忽略,造成事故才被发现。
解决此问题最简便有效的办法就是持续监测输胶管的压力,发现异常及时进行处置。
三、标准型混胶机压力检测与控制要点
通泽SM1-40标准型自动混胶机(图1)是市场上公认的金牌自动混胶机,性能优越,总安装量、替代进口数量和出口数量均居国产自动混胶机之冠。它在输胶管压力监测方面采取了一系列措施。
- 输胶管压力监测点靠近齿轮泵出口,可以获得胶液进入管道最初始的信息,便于提前发现问题。
- 管道长度、管径、材质及壁厚都充分考虑了使用条件,在保障功能前提下充分兼顾了管体的柔软性。
- 输胶管可根据不同作业环境和摆放位置,通过混胶机下部不同方位的通孔引出。
- 增加了接头处的柔性保护措施。
- 采用了与众不同的设计理念,在混胶机中加装有管道压力检测报警系统(见图2或图3)。
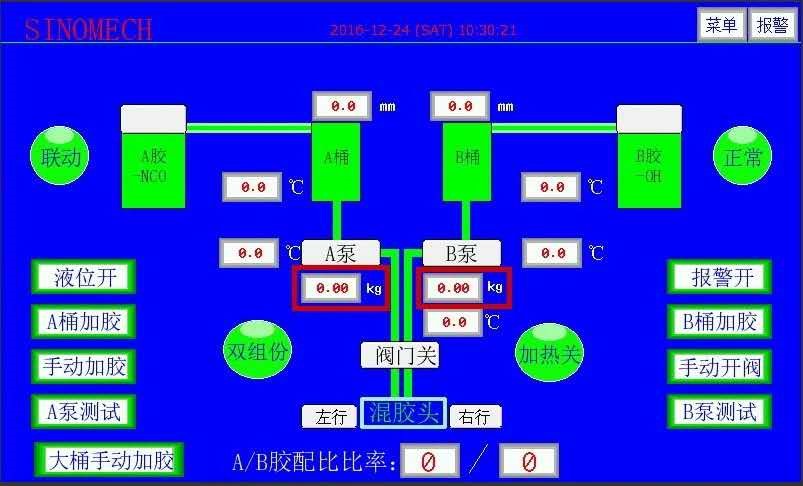
在生产过程中,因使用不同品牌的胶黏剂,其黏度会有很大区别,管道压力自然也会不同。建议采取如下操作:
- 在第1次使用时,观察打胶的实际压力数值(图2);
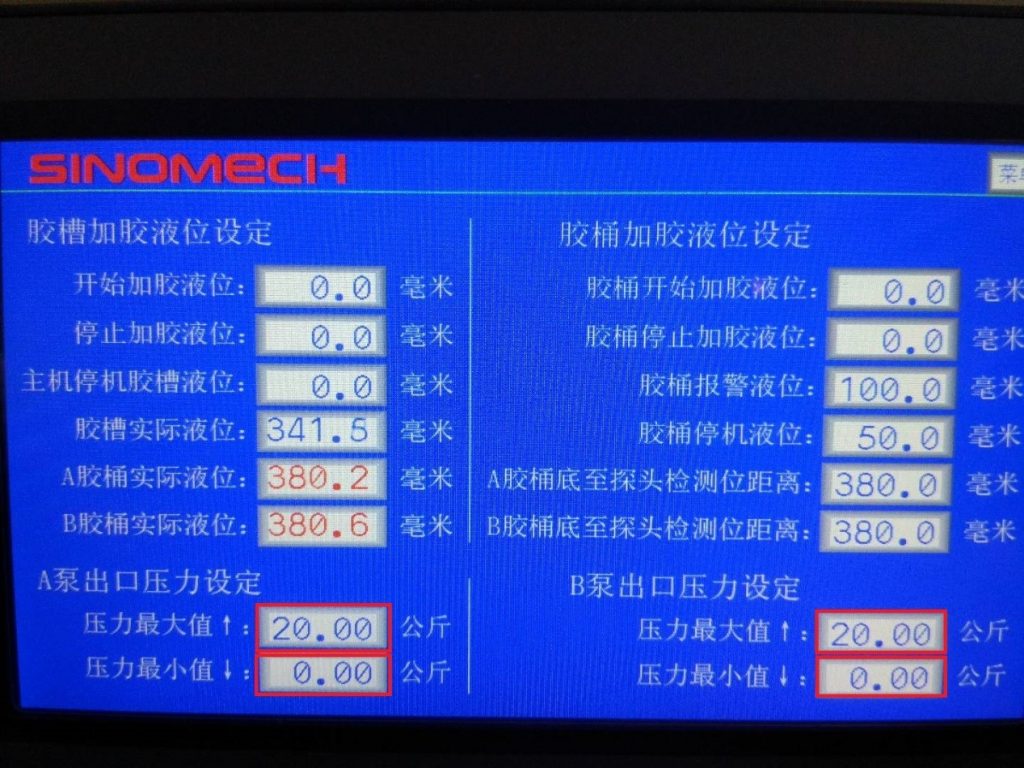
- 在压力液位界面(图3)中,设置压力最大和最小值。
- 如果实际压力超出最大值或最小值,混胶机控制系统就会自动报警,即可起到异常报警作用。我们常称为超限报警。
管道压力最大值和最小值如下确定了,我们建议的经验值是:
A、压力最大值设定范围:一般为正常打胶时压力值的1.3-1.6倍。压力最大值设置得当,可预防管道堵塞引起的配比失调报警。
B、压力最小值设定范围:一般为正常打胶时压力值的0.3-0.5倍。压力最小值设置得当,可预防管道缺胶(如破损漏胶)引起的配比失调报警。
(供稿 董文涛 胡云清)