A026-如何在复合设备上计算上胶量
众所周知,上胶量控制是整个复合工艺最重要的环节之一,上胶量偏大或偏小都可能会给复合产品带来影响,造成复合膜出现复合白点、气泡、胶点、收卷滑卷等问题。
上胶量的计算都多种方法,其方法、精度和适用场合各不相同,其中通过设备运行参数计算实际上胶量是常用的方法之一。
通泽无溶剂复合设备提供了这样的功能,用户可以利用设备参数精准地进行上胶量计算,基本方法就是:以混胶机出胶总量和设备复合米数来计算实际的平均上胶量。
- 计算上胶量的方法和步骤
计算上胶量可按方法和步骤进行:
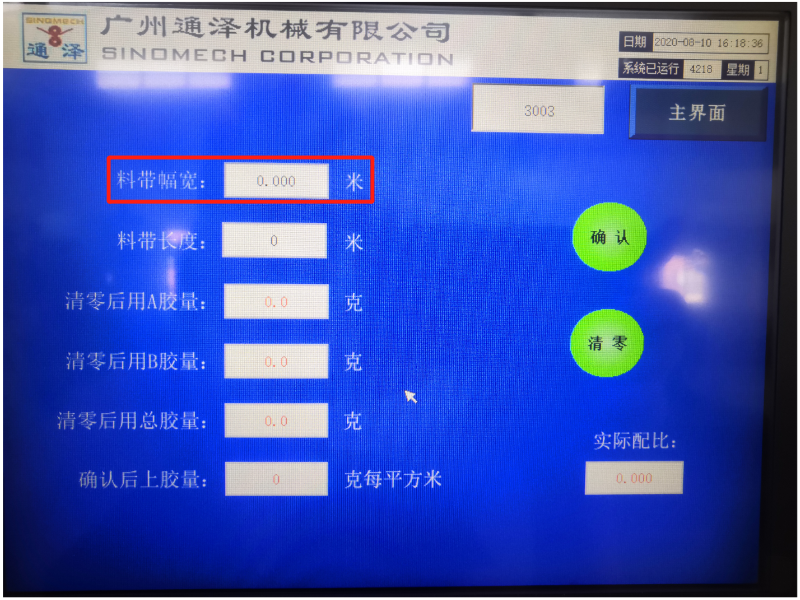
1、设备运行前,在“料带幅宽”输入匀胶辊宽度(如图1红框所示);
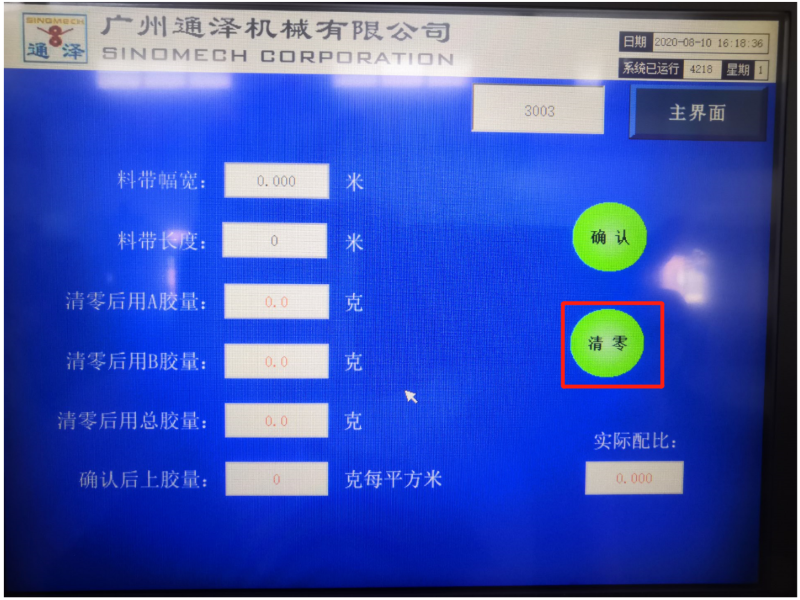
2、运行混胶机,打胶,等待胶槽到达设定液位,混胶机自动停止打胶,此时点击“清零”(如图2红框所示);
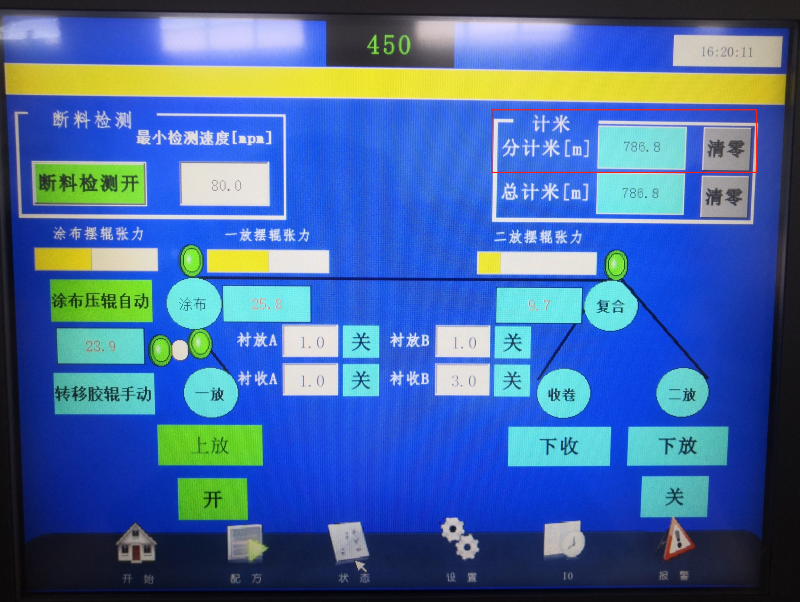
3、点击“清零”,清零分计米(见图3);
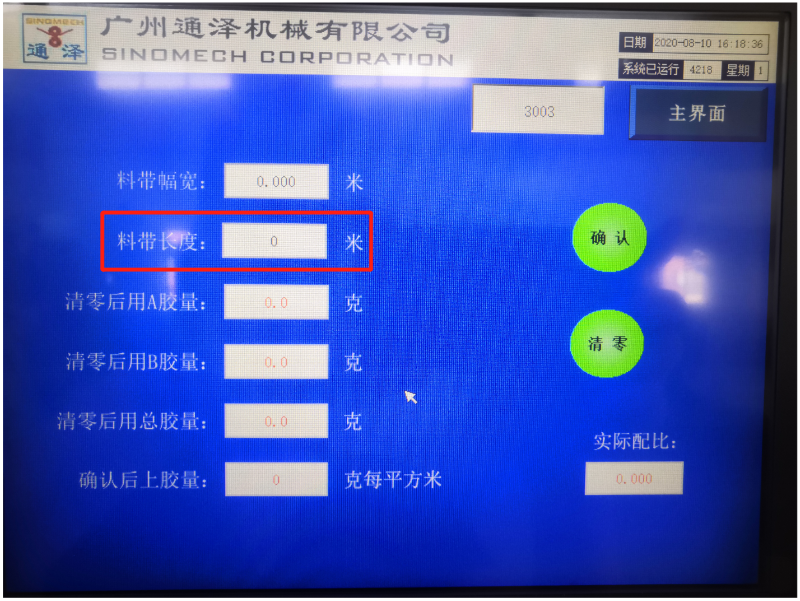
4、当混胶机再次启动打胶至自动停止时,在“料带长度”输入设备上此时显示的分计米(如图4红框所示);
5、点击“确认”(如图5红框所示)(注:每一次混胶机打胶后,都可以重复此操作,以便获得更精准的上胶量);
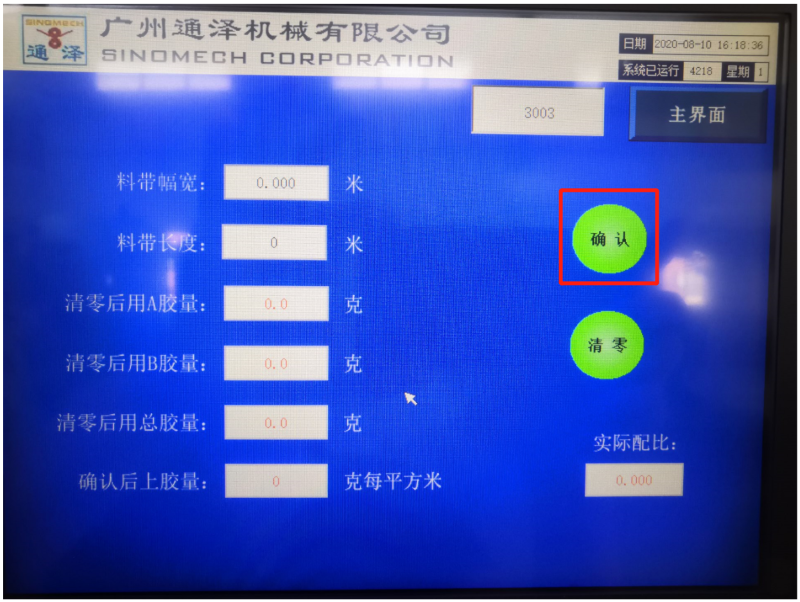
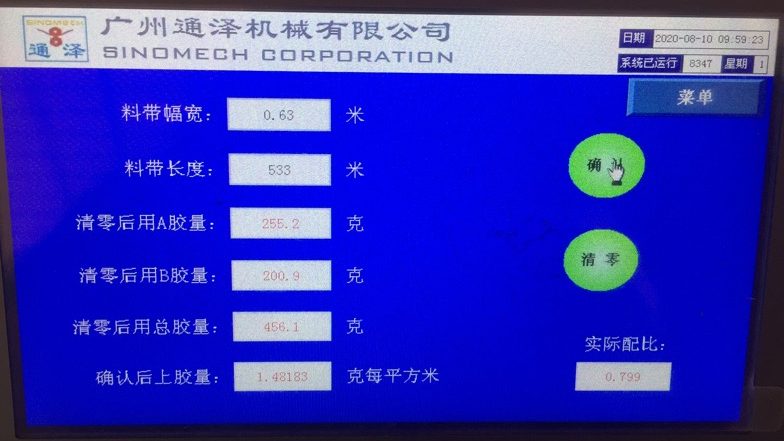
6、上胶量计算结果显示示例(见图6)
- 实操建议
1. 验证和微调
在混胶机每次重新启动工作、或在每次复合膜完成第一卷时,都建议进行上胶量计算。
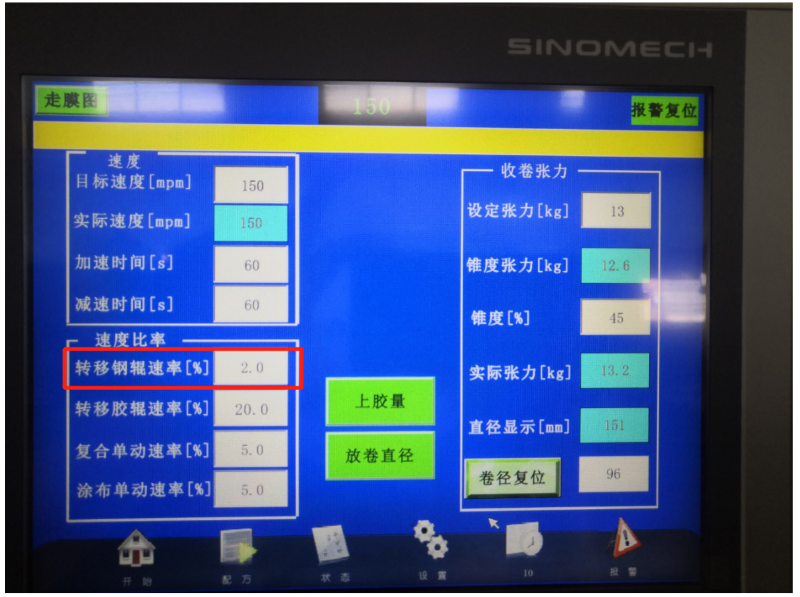
上胶量偏大或偏小都可通过调节“转移钢辊速率”去进行微调,从而达到精确控制(如图7所示)。
在确认“转移钢辊速率”和上胶量符合要求后,则可不再需要进行调整。在条件许可时,仍建议最少每一卷复合膜核算一次上胶量,可在复合膜下机前最后一次混胶机打胶后执行此操作。
2. 搞清上胶量的影响因素
上胶量受诸多因素的影响,例如存胶辊与计量钢辊的径向圆跳动量误差、匀胶辊压力大小、匀胶辊硬度高低、胶水粘度大小、钢辊温度高低、基材类型等因素。
在线直接输入涂布量获得产品合适上胶量在目前看来并不现实。目前,本文推荐的方法,对用户来说是最简易且行之有效的方法。但须牢记:这个上胶量是一个计算的平均值!
(供稿 蔡创镇)